
 安全质量技术知识
安全质量技术知识焊口局部区域未能相互结晶,焊合不良,按头镦粗变形量很小,挤出的金属毛刺极不均匀,多集中了上口,并产生严重的胀开现象;从断口上可看到如同有氧化膜的粘合面存在。

13.2 产生原因
(1)焊接工艺方法应用不当。比如,对断面较大的钢筋理应采取预热闪光焊工艺施焊,但却采用了连续闪光焊工艺。
(2)焊接参数选择不合适:特别是烧化留量太小,变压器级数过高以及烧化速度太快等,造成焊件端面加热不足,也不均匀,未能形成比较均匀的熔化金属层,致使顶锻过程生硬,焊合面不完整。
13.3 防治措施
(1)适当限制连续闪光焊工艺的使用范围。钢筋对焊焊接工艺方法宜按下列规定选择:1)当钢筋直径≤25mm,钢筋级别不大于Ⅲ级,采用连续闪光焊;2)当钢筋直径>25mm,级别大于Ⅲ级,且钢筋端面较平整,宜采用预热闪光焊,预热温度约1450℃左右,预热频率宜用2—4次/s;3)当钢筋端面不平整,应采用“闪光—预热—闪光焊”。连续闪光焊所能焊接的钢筋范围,应根据焊机容量、钢筋级别等具体情况而定,并应符合表3-1规定。

(2)重视预热作用,掌握预热要领,力求扩大沿焊件纵向的加热区域,减小温度梯度。需要预热时,宜采用电阻预热法,其操作要领如下:
第一,根据钢筋级别采取相应的预热方式。随着钢筋级别的提高,预热频率应逐渐降低。预热次数应为1~4次,每次预热时间应1.5~2s,间歇时间应为3~4s。第二,预热压紧力应不小于3MPa。当具有足够的压紧力时,焊件端面上的凸出处会逐渐被压平,更多的部位则发生接触,于是,沿焊件截面上的电流分布就比较均匀,使加热比较均匀。
(3)采取正常的烧化过程,使焊件获得符合要求的温度分布,尽可能平整的端面,以及比较均匀的熔化金属层,为提高接头质量创造良好的条件。具体作法是:
第一,根据焊接工艺选择烧化留量:连续闪光时,烧化过程应较长,烧化留量应等于两根钢筋在断料时切断机刀口严重压伤区段(包括端面的不平整度),再加8mm。闪光—预热—闪光焊时,应分一次烧化留量和二次烧化留量,一次烧化留量等于两根钢筋在断料时切断机刀口严重压伤区段,二次烧化留量不应小于10mm,预热闪光焊时的烧化留量不应小于10mm。
第二,采取变化的烧化速度,保证烧化过程具有“慢一快一更快”的非线性加速度方式。平均烧化速度一般可取2mm/s。当钢筋直径大于25mm时,因沿焊件截面加热的均衡性减慢,烧化速度应略微降低。
(4)避免采用过高的变压器级数施焊,以提高加热效果。

一种情况是焊口局部区域为氧化膜所覆盖,呈光滑面状态;另一种情况是焊口四周或大片区域遭受强烈氧化,失去金属光泽,呈发黑状态。
14.2 产生原因
(1)烧化过程太弱或不稳定,使液体金属过梁的爆破频率降低,产生的金属蒸气较少,从数量上和压力上都不足以保护焊缝金属免受氧化。
(2)从烧化过程结束到顶锻开始之间的过渡不够急速,或有停顿,空气侵入焊口。
(3)顶锻速度太慢或带电顶锻不足,焊口中熔化金属冷却,致使挤破和去除氧化膜发生困难。
(4)焊口遭受强烈氧化的原因,是由于顶锻留量过大,顶锻压力不足,致使焊口封闭太慢或根本未能真正密合之故。
14.3 防治措施
(1)确保烧化过程的连续性,并具有必要的强烈程度。作法是:第一,选择合适的变压器级数,使之有足够的焊接电流,以利液体金属过梁的爆破;第二,焊件瞬时的接近速度应相当于触点—过梁爆破所造成的焊件实际缩短的速度,即瞬时的烧化速度。烧化过程初期,因焊件处于冷的状态,触点—过梁存在的时间较长,故烧化速度应慢一些。否则,同时存在的触点数量增加,触点将因电流密度降低而难以爆破,导致焊接电路的短路,发生不稳定的烧化过程。随着加热的进行,烧化速度需逐渐加快,特别是紧接顶锻前的烧化阶段,则应采取尽可能快的烧化速度,以便产生足够的金属蒸气,提高防止氧化的效果。
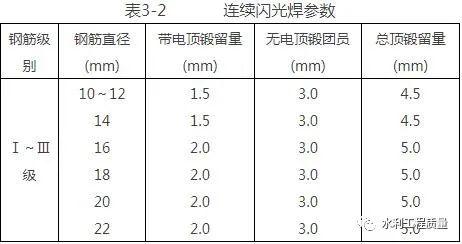
(2)顶锻留量应为4~10mm,使其既能保证接头处获得不小于钢筋截面的结合面积,又能有效地排除焊口中的氧化物,纯洁焊缝金属。随着钢筋直径的增大和级别的提高,顶锻留量需相应增加,其中带电顶锻留量应等于或略大于三分之一,焊接Ⅳ级钢筋时,顶锻留量宜增大30%,以利焊口的良好封闭(参见表3-2、表3-3)。

(3)采取在用力的情况下尽可能快的顶锻速度。因为烧化过程一旦结束,防止氧化的白保护作用随即消失,空气将立即侵入焊口。如果顶锻速度很快,焊口闭合延续时间很短,就能够免遭氧化;同时,顶锻速度加快之后,也利于趁热挤破和排除焊门中的氧化物。因此,顶锻速度越快越好。一般低碳钢对焊时不得小于20~30mm/s。随着钢筋级别的提高,顶锻速度需相应增大。
(4)保证接头处具有适当的塑性变形。因为接头处的塑性变形特征对于破坏和去除氧化膜的效果起着巨大的影响,当焊件加热,温度分布比较适当,顶锻过程的塑性变形多集中于接头区时,有利于去除氧化物。反之,如果加热区过宽,变形量被分配到更宽的区域时,接头处的塑性变形就会减小到不足以彻底去除氧化物的程度。